Owens Corning - OCV Reinforcements, Mexico City and Tlaxcala Plants
Fiber glass manufacturing (Continuos process)
Position: Quality and Continuos Improvement Manager
From: March 2006
To: Current work
Irizar de México
Automotive
Position: Project Manager
From: Jun - 2005
To: Nov – 2005
MABE Refrigerators Querétaro plant
Appliances
Position: Business Unit Manager
From: Nov - 1997
To: May – 2004
Grupo Brecorp
Automotive Plastic and Rubber
Position: Quality Manager
From: Aug - 1996
to: Aug – 1997
Robert Bosch de México
Automotive electrical parts
Position: Direct purchaser of aluminum die casting and stamping parts.
From: Aug - 1993
to: Aug – 1996
Nissan Mexicana
Automotive
Position: Process engineer
From: Dec - 1990
to: Jul – 1993
Saturday, June 19, 2010
Fourteen principles of the Toyota way from J. K. Liker´s TOYOTA CULTURE
Jeffrey Liker summarized the management principles of TOYOTA in a 4P model:
• Philosophy
• Process
• People
• Problem Solving
Toyota’s management system is described by fourteen principles within these four levels:
Long term philosophy.
Principle 1. Base your management decisions on a long-term philosophy, even at the expense of short term financial goals.
Lean processes: the right process will produce the right results .
Principle 2. Create continuous process flow to bring problems to the surface.
Principle 3. Use “pull” systems to avoid overproduction.
Principle 4. Level out the workload (heijunka).
Principle 5. Build a culture of stopping to fix problems, to get quality right the first time .
Principle 6. Standardized tasks and processes are the foundation for continuous improvement and employee empowerment.
Principle 7. Use visual controls so no problems are hidden.
Principle 8. Use only reliable, thoroughly testes technology that serves your people and processes.
Develop and challenge your people and partners through long term relationships .
Principle 9. Grow leaders who thoroughly understand the work, live the philosophy and teach it to others.
Principle 10. Develop exceptional people and teams hold follow your company´s philosophy.
Principle 11. Respect your suppliers by challenging them and helping them improve.
Problem solving and Continuous Improvement Drive Organizational Learning.
Principle 12. Go and see yourself thoroughly understand the situation .
Principle 13. Make decisions slowly by consensus and consider all options; implement decisions rapidly.
Principle 14. Become a learning organization through relentless reflection and code continues improvement.
If we look carefully at the fourteen principles they are all statements of beliefs and values, they are about Toyota´s culture.
Philosophy is about Toyota´s purpose and why they exist.
Process is about what Toyota believes and leads to operational excellence – constantly eliminating waste.
People are what drive the company forward and culture is what teach the people how to act, think and feel to work together toward a common goal.
Problem Solving is the way Toyota people focus their efforts to continually improve.
The Toyota’s principles have a universal application; the Philosophy, Process, People and Problem solving can be found or developed into any organization, thinking in TPS as a process that can be applied just for Toyota is a mistake and it could be an important barrier to bring your organization to High Performance levels.
• Philosophy
• Process
• People
• Problem Solving
Toyota’s management system is described by fourteen principles within these four levels:
Long term philosophy.
Principle 1. Base your management decisions on a long-term philosophy, even at the expense of short term financial goals.
Lean processes: the right process will produce the right results .
Principle 2. Create continuous process flow to bring problems to the surface.
Principle 3. Use “pull” systems to avoid overproduction.
Principle 4. Level out the workload (heijunka).
Principle 5. Build a culture of stopping to fix problems, to get quality right the first time .
Principle 6. Standardized tasks and processes are the foundation for continuous improvement and employee empowerment.
Principle 7. Use visual controls so no problems are hidden.
Principle 8. Use only reliable, thoroughly testes technology that serves your people and processes.
Develop and challenge your people and partners through long term relationships .
Principle 9. Grow leaders who thoroughly understand the work, live the philosophy and teach it to others.
Principle 10. Develop exceptional people and teams hold follow your company´s philosophy.
Principle 11. Respect your suppliers by challenging them and helping them improve.
Problem solving and Continuous Improvement Drive Organizational Learning.
Principle 12. Go and see yourself thoroughly understand the situation .
Principle 13. Make decisions slowly by consensus and consider all options; implement decisions rapidly.
Principle 14. Become a learning organization through relentless reflection and code continues improvement.
If we look carefully at the fourteen principles they are all statements of beliefs and values, they are about Toyota´s culture.
Philosophy is about Toyota´s purpose and why they exist.
Process is about what Toyota believes and leads to operational excellence – constantly eliminating waste.
People are what drive the company forward and culture is what teach the people how to act, think and feel to work together toward a common goal.
Problem Solving is the way Toyota people focus their efforts to continually improve.
The Toyota’s principles have a universal application; the Philosophy, Process, People and Problem solving can be found or developed into any organization, thinking in TPS as a process that can be applied just for Toyota is a mistake and it could be an important barrier to bring your organization to High Performance levels.
Thursday, June 17, 2010
What is the relation between a Quality system and a Continuous Improvement System
First of all, I would like to clarify that the next comments come from my own experience defining and applying Quality and CI systems, I have no book references.
The most important factor involved in the development of both systems is the human being; you need to understand how your collaborators are going to be engaged in the implementation and use of the tools that will help your company to achieve high performance levels in terms of Quality and Productivity.
In first place I am going to speak on Quality Systems, ISO 9000 have the process focus as a basis of its model. That means that your huge process has to be divided in sub processes as needed so that you have a more easy way to manage and control the Quality characteristics into every process.
There is a well known model to define a process:
- Inlets
- Exits
- What procedures are needed to perform the process?
- How many people does the process need to be performed?
- What resources have to be used to run the process?
- What are the metrics to assure that your customer will be satisfied?
As you can see, a Quality system principle is to define how every activity have to be performed and record the results in order to have an analysis basis. This is a good start, but is not the solution for a company that wants to improve their performance or achieve a High Performacne status.
Despite you have designed your process following the ISO model, this process will not guaranty that you are going to achieve the expected results in terms of Quality and Productivity; because it is probably that you have not a robust process designed.
This is the part where you have the opportunity to implement a Continuous Improvement system, that will help you to improve the process through waste elimination by having people trained and using tools and problem solving methodologies. Nowadays the most used model is the Lean Manufacturing System based on TPS (Toyota Prodcution System).
To assure a succes in a CI process implemetation, you need a extremely consistent leadership following some steps and principles to implement a new culture that guides your organization every day and is owned by the operations people at all levels thruoghout the organization.
To implement both systems, you need to work with people in cultural and technical aspects and also you will need to invest time, which is a key factor, in this way you have to develop a very clear vision on what you want for your organization taking as a basis a long term philosophy.
Sunday, June 13, 2010
Lean Manufacturing Diploma
{kind=link}
 Lean certification - Program leader.
Lean certification - Program leader.The aim of the certification is to train in Lean manufacturing methodology to apply it on the processes where the student is working.
The training is done in four weeks, one week per month so that the students have the opportunity to apply what they learnt in the classroom into the processes where they work. In my personal case, every week was done in different locations of Owens Corning in USA.
In general terms the training is divided in the next topics:
Week 1, Done in OC technological center at Granville, Ohio: Lean tool Kit, where the students recieve a complete training on the TPS model, definitions and lean tools application, as an exit of the module, the students have to report the VSM of their process and The deployment matrix as well as the evidence of the application of both tools into their process.
Week 2, Done in OC technological center at Granville, Ohio: The Kaizen Promotion office, where the students are trained about how to develop a Lean Manufacturing area, what are the main area reponsabilities, what the characteristics are for the CI engineers, how to develop an implementation plan for the plant including the cultural change needed at diferent levels into the organization. This module includes an extensive training on the Kaizen metodology.
Week 3, Done in OCV facilities at Jackson, Tennesee: Development of training skills in Lean manufacturing methodology, the aim of this module is to teach the students to train other people the Lean manufacturing model and tools.
Week 4, Done in OC ISB facilities at Mount Vernon, Ohio: Management for Daily improvement, this module is focused on the standarization at diferent levels into the organization as well as a complete training on 5S progresive methodology.
To obtain the certification, the students have to attend two shadowing events (Kaizen) in a factories defined by TBM and sent a kaizen report out with evidence of savings for at least $75 K usd.
Wednesday, April 14, 2010
How to implement an Obeya process
{kind=link}
 1. Reason for Action
1. Reason for Action
Building an information sharing system all starts with leadership. The plant or organization leader creates the environment that empowers people to have line of sight, and get involved in creating wins, sharing information and being rewarded and recognized for success.
“The Obeya Room for Visual Project Coordination - Powerful simple tools for improving team collaboration and communication”
2. What is OBEYA?
Obeya in Japanese means simply “big room.” The OBEYA has become a major project management tool, used especially in product development, to enhance effective and timely communication. Similar in concept to traditional “war rooms,” an Obeya will contain highly visual charts and graphs depicting program timing, milestones and progress to date and countermeasures to existing timing or technical problems. The purpose is to ensure the plant leadership team has a focused snapshot of the plants performance to global metrics, plant specific Key Performance Indicators (KPI’s) and project timing. In addition formal reviews of the posted information should prompt questions and trigger problem solving using the A3 process as required.
3. Target State
Potential Metrics:
Safety - near miss, first aid, recordable, SAFE score
People – Q12, continuous improvement ideas implemented
Performance - $/kg, $/sqm, days on hand inventory, plant key operating indicators (KOI)
Customer - %OTD promise, customer satisfaction
Productivity – productivity, labor hours/ton
4. Gap Analysis
A Lean facility layout is one that supports a Lean culture of visualization, team-based problem solving, and building quality into the process, smooth continuous flow of material and information, and simplicity.
There are two main concepts governing metrics. The first is knowledge. Your metrics provide knowledge about your processes and help you develop better metrics. The second concept is alignment. Your metrics must align with your strategic goals for performance.
When implementing business metrics, it’s critical to link them to your overall performance. This is the key. If your metrics don’t align with your performance, then they can’t possibly tell you anything that you really need to know.
5. Solution Approach
• Develop goals that align to business objectives
• Develop dashboards that drive performance
• Measure performance to goals
• Data focused
• What went right and wrong in process?
• Internal customer feedback
• Written A3 improvement plans
• Those responsible take responsibility
6. Rapid Experiments
• Follow a formalized improvement process
Plan, Do, Check, Act (PDCA)
An improvement cycle based on the scientific method of proposing a change in a process, implementing the change, measuring the results, and taking appropriate action... The PDCA cycle has four stages:
1. Plan: Determine goals for a process and needed changes to achieve them.
2. Do: Implement the changes.
3. Check: Evaluate the results in terms of performance.
4. Act: Standardize and stabilize the change or begin the cycle again, depending on the results.
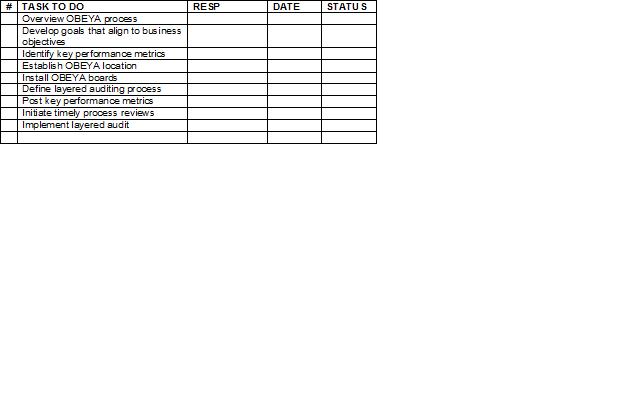
7. Completion Plan
1.Overview OBEYA process
2.Develop goals that align to business objectives
3.Identify key performance metrics
4.Establish OBEYA location
5.Install OBEYA boards
6.Define layered auditing process
7.Post key performance metrics
8.Initiate timely process reviews
9.Implement layered audit
OBEYA Audit
1.Leader introduced the process before starting.
2.Were open action items from the last meeting reviewed?
3.Were all required participants present?
4.Leader went over each dashboard.
5.Were action items created for metrics not being met?
6.Were any A3’s created (started) for deficient metrics?
7.Was there open discussion to improve performance?
8.Was the entire team engaged in the process?
For each section rate the leader on a scale of 1-5:
1-Strongly Disagree 2-Disagree 3-Neutral 4-Agree 5-Strongly Agree
9. Insight
The lack of visibility cause that team do not know how to priorize the actions to continuouosly improve the process, Obeya create an environment to visualize the metrics per area and push the teamwork to analize from many points of view, actions be defined inmediatly and verified without delay, the process must be completed with accountability from the team members regarding the actions to solve problems.
Saturday, April 10, 2010
How was our implementation plan at OCV Reinforcements Tlaxcala plant
I going to describe briefly how we started our Lean journey, this is a very interesting point because many people want to start their system and they need examples describing experiences, what you are going to see is a work derived from a team formed by 9 CI leaders from OCV Americas.
Before to start with our journey we were trained in Lean-Sigma methodology with TBM consulting and had trips to visit plants like John Deere, Budwaiser, Saint Gobain at Capivari Brasil and Solectron in Mexico, all of them with a proven Lean experience and application that has achieved sustanability as a system.
After that, we had meetings to discuss about the best way to start according to the characteristics and needs that every plant had, next is the plan for Tlaxcala branch:
Title: OCV Tlaxcala Plant - Lean process implementation
Team: Didier Vien/Plant Leader, Rafael Cajica/HR director, Gael Heskia/Operations Manager, F. Aguilar/CI manager
CI structure in Tlaxcala Plant
o Francisco Aguilar (Leader)
o Fernando Ponce de León (VSM)
o Fernando Sánchez (Standardized work)
o Ana Vázquez (e-learning)
Date Started: Sept/01/2008
1. Goal
Develop and implement a Continuous Improvement Plan/Strategy for 2008/2009 in Tlaxcala Plant to achieve business results while moving the organization toward our lean/quality vision for the future.
“CI is the process of implementing a self sustaining
culture of continuous improvement through the
integrated enterprise wide application and use of
Lean/6Sigma Tools, Processes, and Systems driven by
engaged employees”
Finally the aim of CI team in Tlaxcala plant is to drive for and support the achievement of sustainable world-leading competitiveness in OCV’s manufacturing and non-manufacturing operations.
2. Introduction
The fundamental need to align our goals to the Americas and global goals in terms of a strategy based in Lean Manufacturing drive us to develop a plan which includes all people into our organization.
All OCV Tlaxcala team members must be trained to start the continuous improvement through the waste elimination in every area into the company from the materials income to customer delivery and beyond.
Real and sustainable progress is possible only if we know where we are starting from, where to target improvement activity, and can ensure that the resulting gains in quality, cost, delivery reliability/speed, safety, flexibility and customer satisfaction are sustained.
In addition, Zero is the only standard for accidents, customer complaints, seven wastes, equipment breakdown, shipping/delivery mistakes, materials shortage, sales/invoicing errors or misplaced materials to mention some.
3. Proposal
In order to build the vision/goals above, the following are the key elements for 2008/2009 period:
• Engage/Re-engage plant leaders on the new CI/Lean approach & CI enablers -coaching in what is expected from them and also the way their roles will be transformed.
• Develop our current and future VSM with a managerial structure which let us to define an action plan and tracking the projects derived. The VSM review will be every 6 months. All our efforts will be focused to our customer needs.
• Develop a CI/Lean Strategy Deployment Matrix, linking the following:
- Business Plan 2008 & 3-Yrs Objectives (Where we want to be on 2011?)
- The projects to be develop thru 2008 and beyond
- Key Performance Metrics Associated – linked to Global Metrics
- Key Accountabilities (Leader and Support roles)
- Deploy the matrix to next levels of the organization
- Develop a six-month kaizen plan to achieve a pace of one major kaizen/month
• Develop a Kaizen plan to achieve 1 Kaizen per mont
• Set a biweekly review huddle to verify the advances in the Lean plan
• Develop a local specific training plan based on our needs.
• Set a synergy to interchange best practices with all America’s plants
• Assure the 6 sigma training for key people in a first step.
4. CI training
The following training will need to be incorporated into the plant plan as required to meet business objectives:
Activity (Who will do it)
1. Read The ice cream maker & Creating a Lean Culture books (NLT)
2. Standarized work for leaders (NLT)
3. Lean Application Training (All levels in groups of 20)
5. Responsibilities
Area leaders will work to design at local level a CI plan aligned with the goals in safety, training, efficiency and cost defined by the plant manager.
CI leader will coordinate the plant implementation plan and will work with the NLT to identify the Lean tools and methods to achieve the planned results using the information available to validate the improvements.
In addition, the plant CI Leader is responsible for ensuring compliance to global/regional standards, best practice replication, and mentoring the plant teams in their CI deployment plans. The Plant CI Leader will also coordinate the plant productivity plans and act as a change agent in driving performance improvements and people engagement.
NLT members must to act as a change agents driving their team toward the CI culture and involving their collaborators in the Lean thinking on every key or strategic decision.
6. Plant focus level
Plant manager will focus in provide the Vision, Process and Standards to assure the success in every work area toward a self sustaining culture in CI.
NLT is going to work in every area to provide the required support; they will eliminate the restrictions which avoid developing team work and the sinergy creation among the areas and then starting the waste elimination through the Value Stream to achieve our financial goals. They must to provide resources and tracking to HPO implementation process.
The area responsibles must to identify the improvement opportunities and standardize their process to achieve our goals in Safety, Quality, Delivery and Performance cost.
NLT is responsible for the cultural deployment process involving all the levels into the plant, is a key roll so that all the collaborators have an active participation in the Lean implementation process.
7. CI Enablers to implement the Lean culture
1. Obeya room implementation to drive problem solving.
2. Process VSM, managing as follow:: Batch House/Furnace/Sizing – Forming/Winding/Ovens – Roving/Packing/Warehouse.
3. CI/Lean Gap assesment and implement an action plan.
4. SMED for Bushing change and Product change at Roving.
5. All NLT members to lead at least 1 kaizen activity.
6. Use team work principles to achieve the collaborators’ commitment.
7. All NLT’s to receive Standardized work for leaders and Lean Leadership Training
8. All NLT and key salary people to visit 2 recognized Lean advanced plants outside OC in 08/09
8. Action plan
Description (Who)
1. Develop X matrix and align it with the America’s X matrix (CI/NLT)
2. Develop current and future VSM and define an action plan (OCV Team)
3. CI/Lean Gap assesment and implement an action plan (CI/NLT)
4. Obeya room implementation at 3 levels: Operations/Area/Shop floor (CI)
5. Standardized work for NLT (CI)
6. Develop a Kaizen plan to achieve 1 Kaizen per month (CI/NLT)
7. Develop specific training plan per layer (HR/CI)
8. Define a program to standardize the work in Forming and Roving (CI/NLT)
9. Visit 2 truly Lean sites outside OC (CI leader)
10. Daily operations meeting (CI/NLT)
9. Alignment process
• Link all the Basic activities with the projects and plant metrics
• Align OCV Tlaxcala /America’s / Global CI direction using our X atrix
Tuesday, April 6, 2010
What is the first step to start with your CI system in your company?

You have to know where your company and you are in terms of cultural level related to Lean.
Bases to start with a lean Manufacturing program is to take into account the respect for the people and develop them to continuously improve. It requires a level of patience and a long term view, a focus on process and the ability to understand where the individual is in his or her development.
The foundation off the lean system is a long term philosophy that focuses on adding value to customers and society . Eliminating waste is done by people using rigorous program solving methods.
I am talking about the culture that guides our business every day and is owned by the operations people throughout our organization.
If you want to know where your company is, then apply a CI Lean Gap Assessment, this tool is going to let you prioritize the actions needed and will let you to develop an action plan to track your advances.
Bases to start with a lean Manufacturing program is to take into account the respect for the people and develop them to continuously improve. It requires a level of patience and a long term view, a focus on process and the ability to understand where the individual is in his or her development.
The foundation off the lean system is a long term philosophy that focuses on adding value to customers and society . Eliminating waste is done by people using rigorous program solving methods.
I am talking about the culture that guides our business every day and is owned by the operations people throughout our organization.
If you want to know where your company is, then apply a CI Lean Gap Assessment, this tool is going to let you prioritize the actions needed and will let you to develop an action plan to track your advances.
A good way to start your system is defining Enablers, some examples of Enablers are:
- Inform your colaborators following the TOP - BOTTOM strategy about the implementation, you are not going to gain engaged people if they don´t know what is the next step
- Create a Lean Performance office, tray to have a Sensei that helps you through the implementation process
- Define a responsible for the Lean implementation with expertise in the Lean process implementation
- Define a Dashboard with the main metrics in your plant
- Develop a VSM - current state and future state - for every product or product family
- Start with 5S which is a prerequisite to apply lean tools
- Start with standard work as s prerequisite for the continuos improvement
- Define an Obeya room
- Implement huddles in at least tree levels into your organization
- Create a tool to establish and deploy the organizational goals (for example an X matrix)
- Use the A3 format as an institutional tool to define and track projects at all levels into your organization
- Use kaizen events to show people how to gain dramatic improvements in a short term
These are just some examples of enablers and are not a recipe, the number and order of enablers depends on the result of your CI lean Gap assessement. Later I am going to show you what are the Enablers that we have followed the last tree years in OCV Reinforcement Tlaxcala Plant.
Key human factors for a CI leader from Anand Sharma's The Perfect Engine

{kind=link}
Firstly you have to be convinced about the need of a change in your company to face the competency and the continuos changes in the market, in this case Transformation is the key. Change without transformation is like breathing air without oxygen.
The future manufacturing leaders have to follow the guidlines that will increase their value:
1. Become a provider of solutions
2. Pursue process perfection relentlessly
3. Communicate your competitive performance in numbers
4. Cummunicate succes indicators enthusiastically
Subscribe to:
Comments (Atom)